
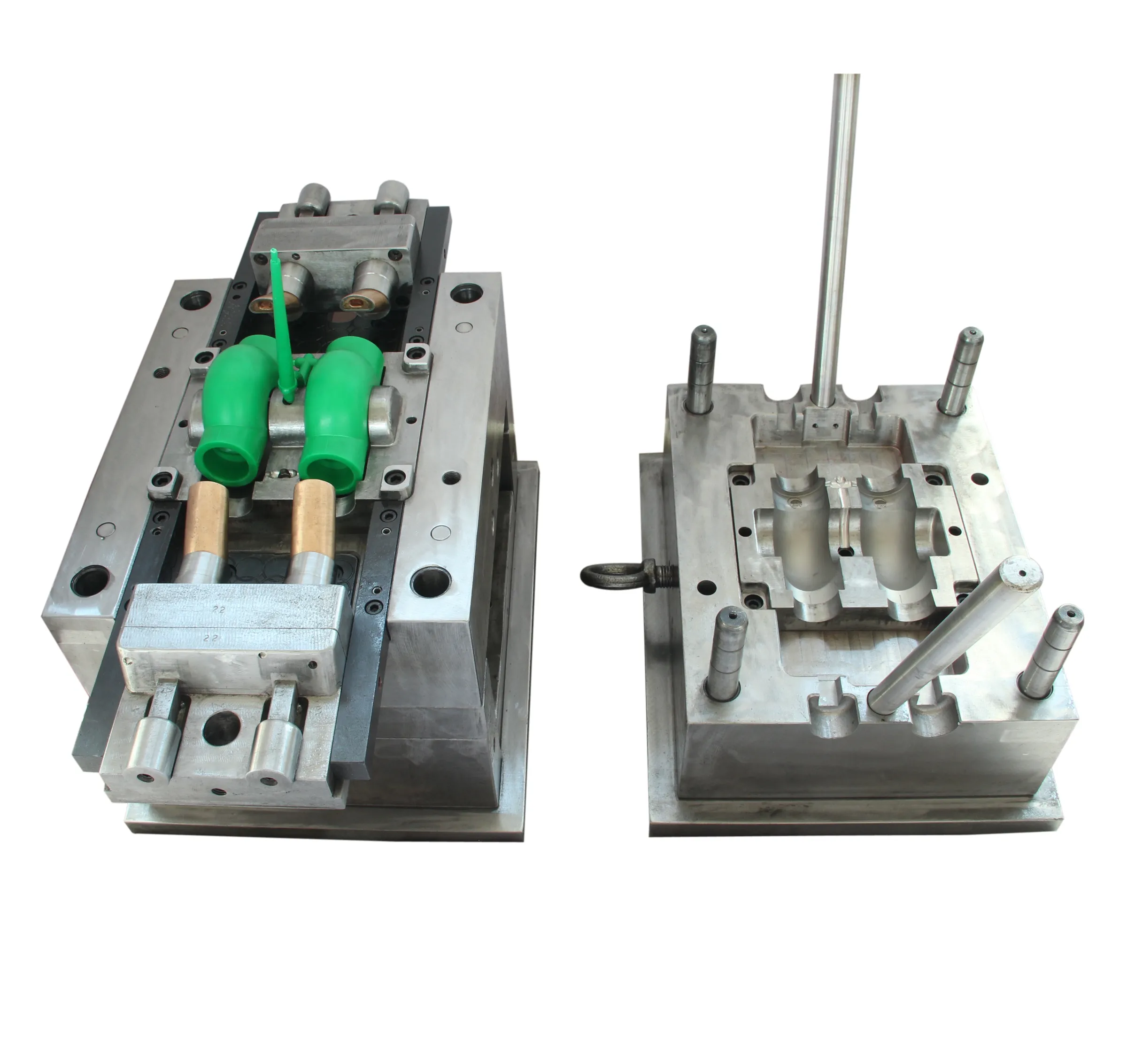
Калуп за монтажу цеви од УПВЦ 50 мм 90°
Назив калупа:Калуп за монтажу цеви од УПВЦ 50 мм 90°
Шупљина: 4 шупљине
Величина калупа: 50 мм
Челик за калупе: Немачка2316 Кина2316 или 4цр13 за шупљину и језгро
Капија: директна капија
Структура калупа: Угаони клин и цилиндар за уље
Тврдоћа језгра / шупљине: ХРЦ 40-45 ° степени након вакуумске топлотне обраде
Машина за бризгање: 300 Т
Таизхоу Хуангиан Хонг Јин молд Цо., Лтд је основана 2002. Ми смо професионални у дизајну и производњи калупа за цеви више од 23 године.
Радујемо се дугој сарадњи са вама.
Следе главне информације за вашу референцу.
Потешкоће у фази пројектовања ПВЦ калупа
Комплексан дизајн тркача и капије
Потешкоћа: ПВЦ талина има висок вискозитет и лошу течност. Да би се сви делови шупљине калупа (посебно танкозидни и дистални делови) истовремено и равномерно попунили, дизајн проточног канала (главни и разводни канали) и капије је кључан.
Специфични изазови:
Балансирани канал протока: Уверите се да су пад притиска и време протока од млазнице машине за бризгање до краја сваке шупљине конзистентни, да бисте спречили појаву кратког убризгавања (недовољно пуњење) или задржавања прекомерног притиска (преливање, високо унутрашње напрезање).
Положај и облик капије: Неправилан избор положаја капије може довести до појаве трагова заваривања у области слабог притиска, што озбиљно утиче на притисак пуцања цевних спојница. Такође је потребно прецизно израчунати величину капије. Ако је премала, ствараће велику количину топлоте током шишања и бити склона распадању; Ако је превелика, хлађење ће бити споро, циклус ће бити дуг и биће тешко уклонити капију.
Бунар за хладни материјал и издувни гас: ПВЦ се лако хлади, а ефикасан бунар за хладни материјал мора бити дизајниран да ухвати предњи хладни материјал. Истовремено, сложене шупљине су склоне заробљавању гасова, те је неопходно поставити разумне и довољне издувне прорезе, у супротном може доћи до проблема као што су горење (распадање) и недостатак материјала.
Пројектовање шупљине и процена брзине скупљања
Тешкоћа: Стопа скупљања ПВЦ-а није фиксна вредност и на њу утичу различити фактори као што су квалитета смоле, формула (као што је садржај пунила), параметри процеса (температура, притисак) итд.
Специфичан изазов: Дизајнери морају доделити различите стопе скупљања различитим деловима калупа на основу искуства и дубоког разумевања материјала. На пример, брзина скупљања дебелог и танког меса је различита, а брзина скупљања дуж правца протока и вертикалног правца је такође различита. Нетачна процена може довести до одступања у димензијама у финалном производу, посебно утичући на величину прикључка навоја и величину прикључка за цевне спојнице.
Дизајн система за хлађење
Потешкоћа: ПВЦ је материјал осетљив на топлоту који се мора ефикасно и равномерно хладити унутар калупа.
Специфични изазови:
Равномерно хлађење: Неправилна структура цеви и неуједначена дебљина зида резултирају недоследним брзинама хлађења. Делови са спорим хлађењем ће се више скупљати, што ће резултирати траговима скупљања, деформацијом савијања и унутрашњим напрезањем.
Распоред пловних путева: Неопходно је уредити расхладне водене токове што ближе и избалансирано површини калупне шупљине у сложеним оквирима и језгри калупа, што је огроман тест способности обраде. Неравномерно хлађење директно доводи до продужених производних циклуса и смањеног приноса производа.
Дизајн система за деформисање
Потешкоћа: ПВЦ арматуре обично имају унутрашње навоје, обрнуте копче или сложене ребрасте структуре.
Специфични изазови:
Механизам за повлачење језгра: Сложени клизни блокови, нагнути врхови и други механизми за повлачење језгра морају бити дизајнирани да би се постигло уклањање из калупа. Дизајн ових институција мора бити прецизан, поуздан, глатки у кретању, без сметњи и довољне чврстоће и отпорности на хабање.
Равнотежа на врху: Распоред горњег клина мора да обезбеди да се цевни спојеви глатко и синхроно истискују. Свака неравнотежа може довести до тога да производ постане бео, деформисан или чак сломљен.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Вхатсапп
Емаил
вецхат







 Вхатсапп
Вхатсапп Телефон
Телефон