
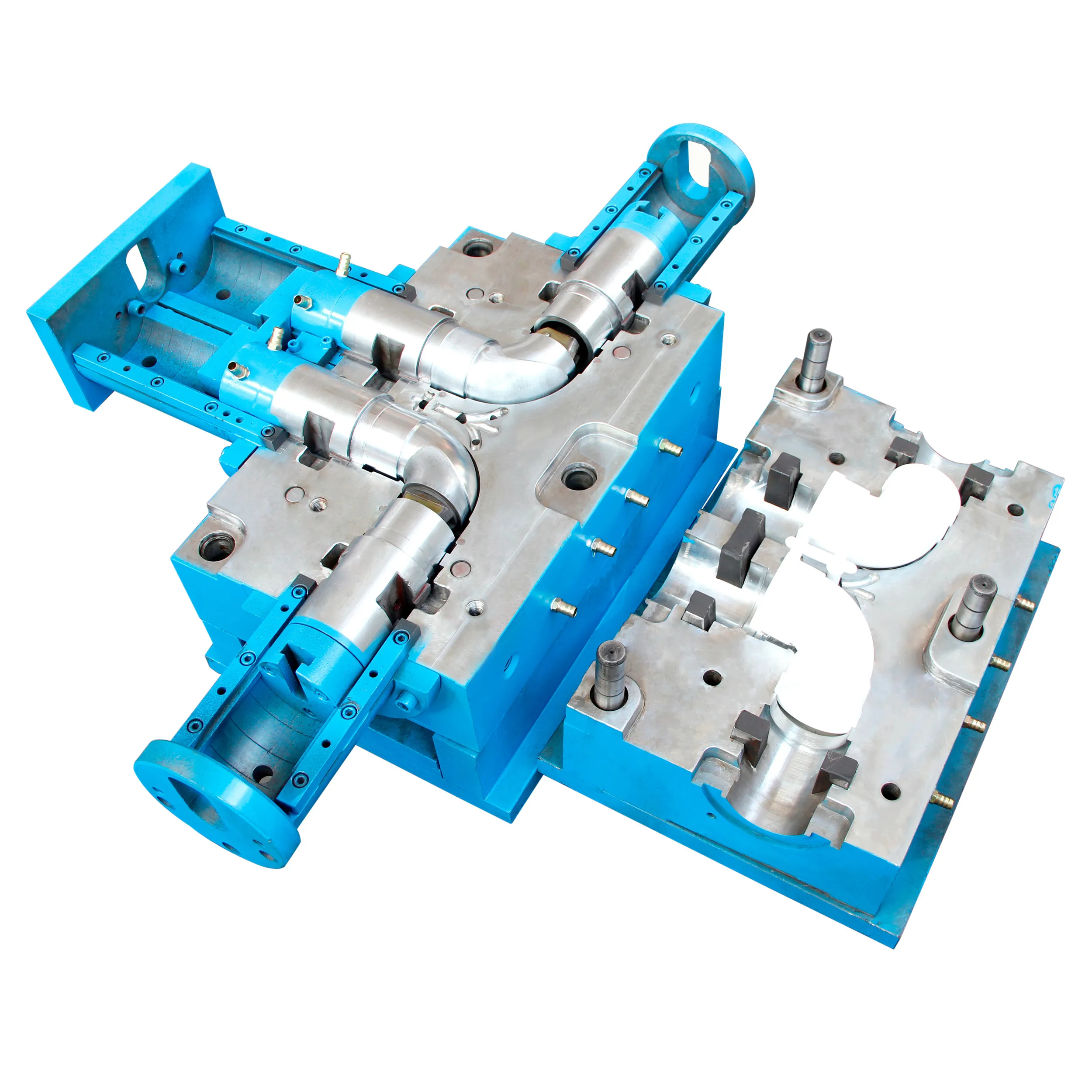
Калуп за причвршћивање ПВЦ колена
Назив калупа:Калуп за причвршћивање ПВЦ колена
Шупљина: 4 шупљине
Величина калупа: 75 мм
Челик за калупе: Немачка2316 Кина2316 или 4цр13 за шупљину и језгро
Капија: директна капија
структура калупа: Уљни цилиндар
Тврдоћа језгра / шупљине: ХРЦ 40-45 ° степени након вакуумске топлотне обраде
Машина за бризгање: 400Т
Проблем ињектирања ПВЦ-а и решење
1. Недостатак материјала: Феномен да се калуп не може попунити често се јавља у процесу спајања цеви за убризгавање. Када је машина за бризгање тек почела да ради, због прениске температуре калупа, губитак топлоте растопљеног ПВЦ материјала је велики, лако се произведе рано очвршћавање, отпор шупљине калупа је велики, а материјал се не може напунити шупљином калупа. Ова појава је врло нормална, али и привремена, након континуираног убризгавања дигиталног модела аутоматски ће нестати. Ако се калуп не може стално пунити, размотрите следеће ситуације и извршите одговарајућа подешавања:
1: температура материјала за ињектирање је ниска, а флуидност је лоша, тако да се температура загревања може на одговарајући начин повећати како би се побољшала пластификација и флуидност материјала.
2: Постављени циклус бризгања је кратак, или недовољан материјал, може бити прикладно да се повећа време убризгавања и повећа количина сол.
3: Ако је подешени притисак пренизак или је време конверзије са притиска убризгавања на притисак држања прерано, притисак убризгавања се може на одговарајући начин повећати или се време конверзије из притиска задржавања може подесити.
4: брзина убризгавања је мала, брзина убризгавања се може на одговарајући начин повећати.
5: величина структуре система канала протока је мала, може бити прикладна да се повећа запремина главног, шант канала или капије
6: издув калупа није добар, може бити прикладан за измену положаја капије или отварање издувног жлеба.
7: калуп за пуњење танких зидова је тежак, може прилагодити структуру производа или променити систем затварања.
 RELATED
RELATED
 RELATED
RELATED
Вхатсапп
Емаил
вецхат








 Вхатсапп
Вхатсапп Телефон
Телефон